想在不降低设备运行率的情况下进行多品种小批量产品的生产
换产调整时间显著减少!
客户的问题
想减少换产调整导致的时间损失,提高设备运行率

提高设备运行率的方法
- 同一品种尽量集中在一起生产
- 尽量简化换产调整作业,缩短作业时间
- 积累作业经验并手册化,提高作业效率
以往的改善方式是…
很难提高设备运行率
- 需要根据不同的产品变更限位器位置等进行换产调整
- 不同的产品需要使用单独的夹具
- 因换产调整而引发作业错误的风险仍然发生
换产调整时间显著减少!
雅马哈的提案内容
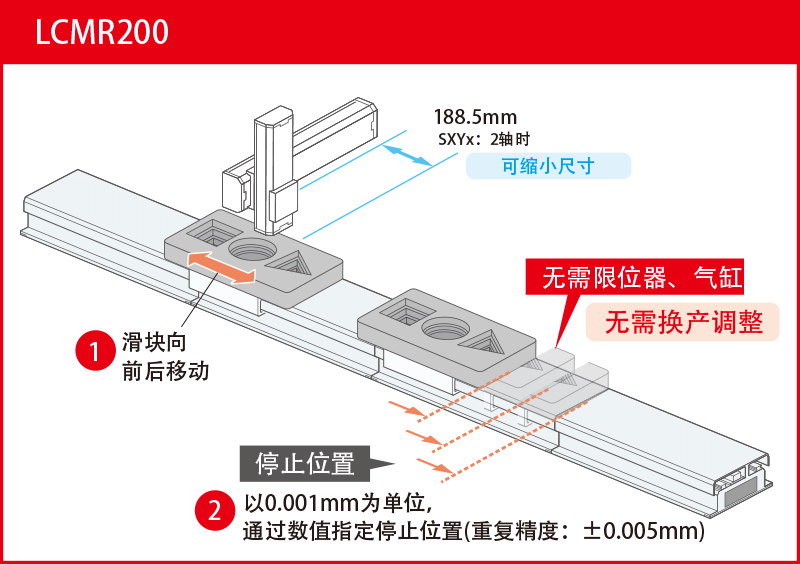
线性传送模块 (LCMR200 / LCM100)的提案
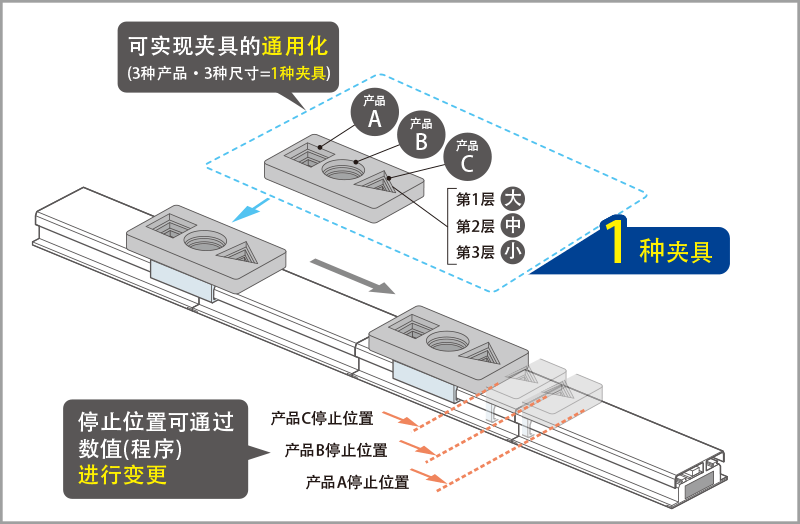
- 停止位置可通过程序自由设定、变更
- 无需换产调整作业
- 可实现夹具的通用化(削减生产成本、管理成本)
1个月减少了16个小时(2天)的换产调整时间!
<例> 换产调整所需的时间 (工厂的运行时间:8小时/天,运行20天时)

使用LCMR200改善换产调整作业
小型马达厂商 设备设计人员
实现了多年“零换产调整时间”的愿望
以前,为了高效进行多品种生产,我们在改善品种切换作业方面花了很大的力气。在我们的努力下,作业时间从10分钟减半为5分钟。有客户来工厂参观时,我们就介绍这些改善效果。
但即使缩短了作业时间,1天要进行多次5分钟作业的话,谈不上是高效。为了不降低设备运行率,我们需要优先把生产数量多的品种进行一定程度的集中,然后再生产。
这次我们之所以探讨引进雅马哈发动机的LCMR200,是希望能进一步提高设备运行率。
由于LCMR200可以通过程序来变更停止位置,实现了“无换产调整作业”,因此我们收到了预期效果。接着我们在后面的设备上也采用了LCMR200,该设备在投放侧装有读取产品二维码的机构,废除了从触摸屏进行的操作。这样就实现了全自动化。由此,设备运行率大幅提高,无需再进行品种切换,现在也不用在意小批量的订单了。
LCMR200的功能说明与优点〈与以往方式的比较〉
变更停止位置时

- 1.
- 需要使用变更作业位置的3轴机器人,设备尺寸变大。
- 2.
- 需要变更限位器位置的作业,花费工时。
- 1.
- 用于变更作业位置的机器人的1轴由LCMR200来分担,因此2轴机器人即可。可缩小设备尺寸。
- 2.
- 停止位置可通过数值自由设定。

应用实例手册 下载PDF

相关应用实例



