全自动机种切换生产线平台的构建方法
若想实现“不停机生产线”“免操作生产线”,“全自动机种切换生产线平台”必不可少。

您是否也有这样的困扰?


希望减少机种切换造成的损耗。但受到设备规格的限制,想要轻松提高切换作业的效率却很困难……

上板机、印刷机、SPI、贴片机……逐台实施换线作业极为耗时。

换线作业时弄错导入程序,因发生错误而导致设备停止运行。

完成印刷机的换线作业后,更换贴片机的供料器……需要让设备停止运行30分钟以上。

希望提高生产线运转率,从而提高SMT生产线的价值,哪怕只提高0.1%也可以!可是,该怎样做呢……
希望改善操作者的操作工时/效率。用尽可能少的操作人员实现较高生产率!可是,该怎样做呢……

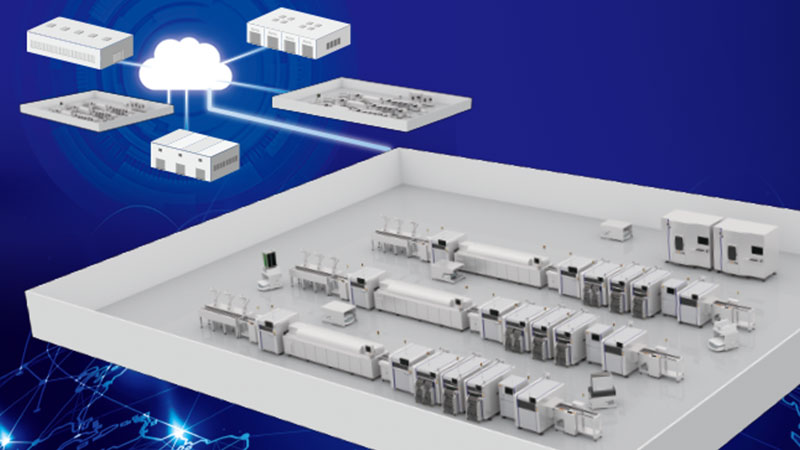
为满足SMT用户的需求,YAMAHA提出了针对整条生产线的解决方案(YAMAHA SMT Concept“1 Stop Smart Solution”)。


YAMAHA的提案
为您介绍YAMAHA SMT Concept“1 Stop Smart Solution”,讲解“全自动机种切换生产线平台的构建方法”!
自动机种切换
在上游设备开始完成无间断机种切换,以此提高生产稼动率!


Case 1
在最上游的YAMAHA设备上指定程序
完成向下游设备的无间断机种切换

Case 2
在最上游的YAMAHA设备上进行看板切换设置
完成向下游设备的无间断机种切换

Case 3
在最上游YAMAHA设备的前端传送带上读取条形码
完成向下游设备的无间断机种切换

全部使用YAMAHA设备,即可实现从印刷机到回流焊前的生产线机种切换自动化!
YAMAHA设备也可自动完成向其他公司设备的无间断交接,同样也有很多实绩!
其他公司周边设备联动实绩介绍 各种传送带、生产线检查器、回流焊制造商等
通过YAMAHA SMT Concept“1 Stop Smart Solution”满足需求!
联动其他公司设备,实现自动机种切换
与主要的SMT相关设备制造商携手合作!与其他公司设备共同完成无间断机种切换,以此提高生产稼动率!


优化共通机种切换
通过共通机种切换的优化,大幅地降低贴片机切换作业的工作量

YAMAHA设备采用单头解决方案(1 head solution),1个头可贴装多种零部件,最多可贴装128个(YRM20的情况下)供料器,因此才能实现共通 机种切换。生产切换时拔插供料器的操作时间会超过30分钟。通过提前安装,将因更换供料器而暂停运行的时间减少到零。
无需换头,即可安装各种零部件

可贴装零部件数量多
YRM20

每台最多(以8mm为准)可安装128个供料器
轻小型4分体式台车

·每辆台车(以8mm为准)可安装32个供料器
30层托盘供给装置(不间断补给型)

YAMAHA采用单头解决方案(1 head solution),实现共通机种切换合理化!
无需换头,小至0201mm大至55×100mm的零部件均可应对(使用HM 贴装头的情况下),所以只需通过共通机种切换程序,提前安装好零部件,即可省去人工操作,自动执行生产程序。
何为“共通机种切换优化”……
“1条生产线上由贴装零部件数所划分的基板数”,模拟供料器合理配置的功能

设置台车组,实现共通机种切换合理化

何为“分组”……
自动判别类似基板,自动分组,实现机种切换次数合理化。

印刷机机种切换全自动化
印刷机机种切换实现全自动化



自动更换磁性顶针实现“4零”!
过去让操作人员头疼的治具放置台、治具成本、治具交期、顶针安装错误等问题清零!

通过将机种切换作业交由机器实施,大幅减少1步1秒1日元的操作人员作业,促进生产率提高。
YAMAHA SMT Concept“1 Stop Smart Solution”引进实例
为您介绍“全自动机种切换生产线平台的构建方法”!
引进实例 1
工业机床基板生产线
Before

・上板机
・【已停产】YSP
・传送带
・【已停产】YS24
・【已停产】YS24X
・传送带
・【已停产】YSi-12
・传送带
・回流焊
・冷却传送带
・缓冲传送带
・【已停产】YSi-12(带激光检测)
・OK/NG分选传送带
・下板机
- 1.
- 为进行机种切换,需更改各装置的程序,进行印刷机机种切换作业等,需暂停生产约20分钟。
- 2.
- 由于操作人员业务不熟练,导致有引脚翘起等不良的不良品流入回流焊后面的检查机中,修理工作非常艰巨。
- 3.
- 零部件补给不及时,导致设备因发生错误而停止运转,生产率下降。
After

- 1.
- 从印刷机开始实施自动机种切换,将以往20分钟的机种切换停机时间缩短到5分钟。
- 2.
- 在回流焊前引进3D检查,让有引脚翘起等不良的不良品能够在回流焊前被检测出来,将工程内不良率的平均值减少到1ppm以下。
- 3.
- 利用WEB余量监控与自动续料供料器的组合,提高零部件补给效率,大幅缩短机器暂停时间。

YAMAHA的优点在于机种切换作业简单,且可提高生产率。
通过看板设置+无间断模式引进了自动机种切换的功能,只需在前端的印刷机中读取生产品种的条形码,即可从SPI至贴片机阶段自动实施机种切换,故而在此期间可进行生产基板的搬运等作业。这也使得机种切换时间大幅度缩短。同时充分发挥单头解决方案的特点,实现共通机种切换的优化,无需更换供料器及台车即可完成生产切换。
此外,在回流焊前引进3D AOI(YSi-V),让绝大部分的不良都能在回流焊前被检测出来,即使操作人员不熟练,也能保证工程内的不良率低于1ppm,基本上不再需要使用电焊笔进行修理。 通过在智能看板及i-ProDB中可使用的各工程的N点对照,使得越来越多的不良可以查明原因,这也是促进质量提升的一大原因。
在零部件补给方面,通过WEB余量监控功能,在生产线的大屏幕及移动终端上显示整条生产线的零部件余量信息,同时采用自动续料供料器,确保较高效的零部件补给,因零部件补给不及时导致生产线暂停运转的情况基本上不再发生。
生产量大幅提高,一条生产线只需一名操作人员即可确保生产,这一切都得益于YAMAHA丰富的功能群以及各项设备生产率的大幅提高。今后,我们也将积极引进有效功能,努力构建更加高效率高质量的生产线。
引进实例 2
多品种多零部件24小时车载基板生产用户
Before

・上板机
・基板吸尘器
・YGP(下流延长传送带)
・SPI
・YG100
・YG100
・YG100
・回流焊
・冷却缓冲传送带
・下板机
- 1.
- 工程内平均不良率15ppm。不良发生原因无法消除,改善相当困难。因为一条生产线只有一名操作人员……
- 2.
- 机种切换耗时较长,发生运转损耗。
- 3.
- 需要补给零部件时,因操作不及时发生运转损耗。
- 4.
- 上板机及下板机的基板框存取、印刷机锡膏的补充、各机器的机种切换及程序切换作业全部由一名操作人员进行,所以操作人员的步数接近每人每天(一班)2万步。
After

・上板机
・基板吸尘器
・【已停产】YSP10(下流延长传送带)
・SPI
・【已停产】YSM20R
・【已停产】YSM20R
・【已停产】YSM20R
・回流焊前AOI(YSi-V)
・修理站&远程工作站
(作业传送带)
・回流焊
・冷却缓冲传送带
・下板机
- 1.
- 工程内平均不良率低于1.00ppm。最优月平均低于0.1ppm(1个月内工程内不良仅1件)
- 2.
- 换机种切换完全自动化。上板机读取条形码后,自动完成机种切换。印刷机的机种切换也完全通过YSP10自动完成。机种切换仅需2.5~4.5分即可完成。
- 3.
- 引进自动续料供料器后,因零部件补给导致的运转损耗骤减。
- 4.
- 实现印刷机锡膏补充自动化及机种切换全自动化后,印刷机访问次数减少80%,操作人员的步数减少20%。

YAMAHA的优点在于多品种生产却可“快捷如流!”
我们有4条生产线,其中YAMAHA生产线只有1条,但速度却比其他生产线快很多。
更新YAMAHA生产线前,生产能力与其他生产线大体相同,但引进【已停产】YSM20R以后,尽管是同等面积,生产能力却提高了约2倍。操作人员的数量并没有变化。通过采用零部件补给频率几乎翻倍的自动续料供料器,将断料发生率控制到了低水平。从结果来看,YAMAHA生产线可以以高于90%的设备综合稼动率进行运转。
此外,还将工程内的不良发生率减少到了1/10以下。
在回流焊前引进3D外观检查装置YSi-V起到了非常大的作用。
利用YSi-V发现不良后,会立刻暂停贴片机运转,检查发生不良的位置(QA选配)。通过此项运用,避免了不良的大量发生,同时也促使操作人员独立思考,开展吸嘴保养等改善行动,实现了质量的大幅提升。
不良率降低,就不会给客户造成困扰,操作人员、生产技术部门和管理部门都很高兴。当然,社长和部长等领导也很满意。(笑)
今后我们会一如既往地充分利用YAMAHA设备,努力打造更好的生产线!
进一步提出了通过零部件自动补给,实现“不停机”“免操作”的解决方案!
1.印刷机 12oz锡膏管状PSC
对影响印刷质量的锡膏滚动行程进行稳定化处理。利用新开发的12oz锡膏管状类型,实现长时间不间断生产。
2.贴片机 自动续料供料器
利用自动续料功能,让任何人在任何时候都能轻松补充料带。约5秒的高速料带切开时间※
※从料带进给开始~吸附准备完成
3.贴片机 不间断托盘供料补给
以托盘为单位、以托盘框为单位进行不间断托盘供料的补给,实现高效率的托盘零部件补给作业及不停机生产。
4.贴片机 多层料盘补给解决方案(散料、多层托盘供料机等)
按照客户的要求,结合对象零部件的特点,采用多层散料供料器及多层托盘供料器等方面,有丰富的实绩。详情请咨询代理商,或通过以下咨询页面联系我们。
生产线构建支援工程师为您解疑
YAMAHA的生产线构建支援工程师会对客户(无论是否使用YAMAHA设备)咨询的问题进行免费解答(电话、邮件、访问、陈列室参观等)